
2019年09月13日
MP412 REX 製作8 実銃動画
今日なんとなく、GoogleでMP412 REXってたまたま検索したら、YouTubeに実銃のMP412 REXをカチャカチャしてる動画が昨日上げられてるを発見した。
これ凄くないですか!!
MP412 REXの4inchの38spacialモデルの実物。
欲を言えばピントを銃に合わせて欲しかった。まぁ、動くところが見れたから大満足。
感想としては、グリップもめちゃくちゃテカってた。もっとつや消しの黒じゃないかなぁ思ってた。
あと、自動排莢機能はウェブリーで間違いなかった。
あと、気付いてしまった衝撃の事実。
【悲報】シリンダー左回転
右回転と考えていた理由は2つありまして、1つ目は同じ東側系のナガンリボルバーが右回転だったから。
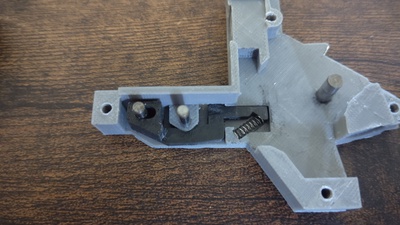
2つ目はこの画像のシリンダー。


このようにシリンダーロックの溝が右寄りのため右回転だと考えていた。
コルトが右回転でS&Wが左回転なのですが、シリンダーロックの溝が右寄りなのはコルト系だったので右回転だと思っていました。
で、よくよく調べてみたらこの画像が出てきた。

さっきの画像の反対側と思いきや、良く細部を見てみると反転画像。いや、むしろこっちがオリジナルでさっきのが反転された画像だと思われる。
製作し始めて4年目ではじめて気づいた…
設計面ではCADのミラー機能を使えば左右反転したグリップ、機関部のパーツがすぐにできるのでいいけど、またグリップと金属パーツを注文しないとね…
今回は以上です。
ではまた
これ凄くないですか!!
MP412 REXの4inchの38spacialモデルの実物。
欲を言えばピントを銃に合わせて欲しかった。まぁ、動くところが見れたから大満足。
感想としては、グリップもめちゃくちゃテカってた。もっとつや消しの黒じゃないかなぁ思ってた。
あと、自動排莢機能はウェブリーで間違いなかった。
あと、気付いてしまった衝撃の事実。
【悲報】シリンダー左回転
右回転と考えていた理由は2つありまして、1つ目は同じ東側系のナガンリボルバーが右回転だったから。
2つ目はこの画像のシリンダー。


このようにシリンダーロックの溝が右寄りのため右回転だと考えていた。
コルトが右回転でS&Wが左回転なのですが、シリンダーロックの溝が右寄りなのはコルト系だったので右回転だと思っていました。
で、よくよく調べてみたらこの画像が出てきた。

さっきの画像の反対側と思いきや、良く細部を見てみると反転画像。いや、むしろこっちがオリジナルでさっきのが反転された画像だと思われる。
製作し始めて4年目ではじめて気づいた…
設計面ではCADのミラー機能を使えば左右反転したグリップ、機関部のパーツがすぐにできるのでいいけど、またグリップと金属パーツを注文しないとね…
今回は以上です。
ではまた


2019年09月05日
MP412 REX 製作7 番外編1 構造について
どーも。ハンマーです。今回は番外編です。

もしかしたら、リボルバーのエアガンを製作、自作しようとしている方のためにMP412 REXの構造を設計経緯、既存メーカーとの比較をしながら解説していきます。
元々、マルイパイソンのコンバージョンキットととして始め、途中からマルイ要素だけではムリだったので各メーカー、オリジナルの機構を入れてつくってきました。
まず、ブレイクオープンのロック機構です。私の個人的な考察では、本物のMP412 REXは金属ベルトの腕時計のロックのような機構をしていると考えています。出回っている、実物の画像から判断すると、グリップ部ロックの突起が左右に出ており、ロック解除の摘みを摘まむとロックが外れる構造だと思います。


この構造は再現できると思いますが、エアガンやモデルガンとして使う仕様のものは金属で製作しないと、明らかに強度が足らないです。ですが、日本国内では金属フレームの拳銃タイプのトイガンはNGです。(金色なら問題無いが)
そのため、以下のようなロック機構にしました。
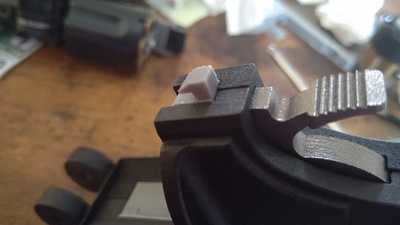

このロック機構は摘みを前方にスライドすることによってロックを解除します。機構、構造的にも単純で堅実にしました。


しかし、強度と構造的な問題で、摘みのレール兼ヒンジフレームの芯となる軸を通すことにしました。


この軸はミニ四駆用の高硬度ステンレス鋼車軸です。めちゃくちゃ硬くて曲がらないです!
この軸によって、応力が加わるヒンジフレーム内の強度向上、摘みのレール、摘みのスプリングガイドの役目を果たしてくれます。

これとは別に、もうひとつロックする部分があるのですが、それは次のシリンダー関連の項目で記載します。
続いて、シリンダー関連の構造についてです。


シリンダーはリボルバーの中心と言っても過言ではないと思います。特にエアガンの場合、シリンダーを基準にバレル、シリンダー(カート)、ガス放出口の3つが上手く噛み合わないと精度、初速、ましてはそもそもの作動に影響してきます。
まずバレルに関してなのですが、各メーカーで以下の機構があります。
マルイはバレルごとスプリングでテンションをかけ、シリンダーと密着させています。
利点として、カートとバレルが密着するので精度が出やすいと思われます。欠点はチャンバーもバレルと一緒に前後に動くので可変ホップ搭載は不可能です。
クラウン、マルシンの場合バレルは固定でシリンダーを接する部分のみ可動しシリンダーに密着させる構造です。利点はバレルが固定のため、可変ホップがつけられます。欠点はバレルとは密着していないので弾道が安定しづらいです。
私は精度を重視するため、MP412 REXではマルイの形式を採用しました。そもそも、カート式のリボルバーの精度に関してはマルイがぶっちぎりですし…
カートに関しては、リアルさと言う面でマルシンの一択でした。マルイはカートが特殊ですし、クラウンはシリンダー内にバレルが必要ですし。
ガス放出ノズルは、マルイとクラウンはトリガーを引くとノズルがシリンダー側にせり出す機構をしています。マルシンは固定で、そもそもカートがノズル放出口と密着する位置でシリンダーが固定されています。
構造が単純で理想的のはマルシン形式。しかし、気密の観点から見るとマルクラ形式の方が明らかに良い。スゴく考えてました。
結果、私の結論は放出ノズルをシリンダーに押し付けるのではなく、シリンダーを放出口に押し付ければ良いのでは、と思いシリンダー全体をスプリングでテンションを駆けガス放出口に押し付けられるようにしました。

これによって、単純な構造でかつ気密をとることが出来ました!
また、この押し付けでラチェットに中心の凸をグリップ側フレームの凹に押し付け、ヒンジフレーム2つ目のロックすることが出来ました。


シリンダーの固定方法ですが、ロックの摘みにこの部分だけで押さえています。摘みを外すとすぐにシリンダーをフレームから取り外せます。

実銃のリボルバーのほとんどはこんな感じでシリンダーを一部分のみで固定しているみたいです。
自動排莢機能についてです。MP412 REX製作4にて少しは解説しましたが、もう一度説明します。
これは、ウェブリーリボルバー等で使われている機構です。
ブレイクオープンさせると、パーツが引っ掛かりエジェクターロッドを押します。

ブレイクオープンさせる角度が大きくなると、パーツ形状によりヒンジ回転軸方向に押し上げられ、引っ掛かる部分が小さくなってきます。

引っ掛かりが外れるとエジェクターロッドのスプリングによりエジェクターが元の位地に勢いよく戻ります。

ちなみに、ブレイクオープン時にパーツを押し込みながらオープンさせると自動排莢機能をキャンセルできます。
あとヒンジ中心の固定ですが、組ねじと言うものを使用しています。


続いて、ハンマートリガー機構できます。
メーカーによってバルブの叩き方が異なります。
マルイはハンマー可動範囲の1/5ほどのバルブを叩く範囲はスプリングテンションがかかっていなく、慣性で叩いていました。

スプリングがかかっている位置はここまで。

ハンマーの可動範囲はこの位置。ハンマーが落ちるとこの位置まで動きバルブを叩き、その後バルブのスプリングとガス圧に押し戻されて上の位置に戻る。
マルシンの場合は全領域でスプリングがかかっていますが、どの位置でも直接ハンマーでバルブを叩けないようになっています。トリガーを引くとハンマーと放出バルブの間にパーツが入り込み、そのパーツをかえしてバルブを叩いていました。
MP412 REXではパーツが少ないマルイ機構を採用しました。
コンバージョンキット時はマルイパイソンの内部のコピーでした。

現行タイプで、全て製作した際もマルイ機構を採用しました。
そして、現行タイプは機関部をユニット化してあります。
ユニット化した理由は、メンテナンスのしやすさと今後他のリボルバーを自作する際に流用できるようにです。
一番の理由はグリップフレームと一体だった場合、機関部の一部が壊れて使えなくなった場合、グリップフレームごと交換になってしまいます。
ちなみに、グリップフレームは左右で1万5千円です。(DMM MJF)

コンバージョンキット時代は結構ハンマーの軸部分が破損したので、フレームと機関部は別にしようと考えました。
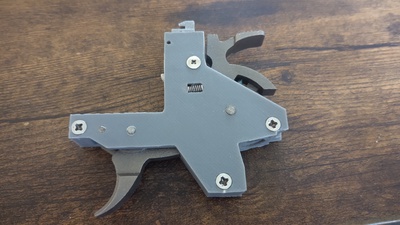
機関部の中身です。

ハンマー形状の一部マルイを感じますが、その他は自分で設計しました。極力コイルスプリングを使用したかったので、ハンマースプリング以外は市販のコイルスプリングです。(ハンマースプリングはマルイパイソン)


このユニット外側のスプリングはハンドをエジェクター側に押し付けるものです。基本エアガン、実銃ではトリガーとキックバネでやっているものです。

最後に左右の分割で出力した3Dプリントパーツの接合方法です。
私は切削性の良さとアセトン処理ができるのでABSフィラメントを使っています。
(PLA樹脂の場合はジクロロメタンで処理できます)
バレル、ヒンジフレームの左右分割パーツ接合には同じ1.75mmフィラメントを用いて接合しています。

このように、あらかじめパーツの接合面に1.8mm程度の穴を開けておき、そこにフィラメントを突き刺し突起を作り、パーツを接合しています。


そのままでも、結構テンションがかかっていますが、全て同じABS樹脂のため、アセトンで溶かして強固に接着させています。
今回はこの辺で終わりにします。
1人でも、何か製作の参考になれば幸いです。
では、また!



もしかしたら、リボルバーのエアガンを製作、自作しようとしている方のためにMP412 REXの構造を設計経緯、既存メーカーとの比較をしながら解説していきます。
元々、マルイパイソンのコンバージョンキットととして始め、途中からマルイ要素だけではムリだったので各メーカー、オリジナルの機構を入れてつくってきました。
まず、ブレイクオープンのロック機構です。私の個人的な考察では、本物のMP412 REXは金属ベルトの腕時計のロックのような機構をしていると考えています。出回っている、実物の画像から判断すると、グリップ部ロックの突起が左右に出ており、ロック解除の摘みを摘まむとロックが外れる構造だと思います。


この構造は再現できると思いますが、エアガンやモデルガンとして使う仕様のものは金属で製作しないと、明らかに強度が足らないです。ですが、日本国内では金属フレームの拳銃タイプのトイガンはNGです。(金色なら問題無いが)
そのため、以下のようなロック機構にしました。


このロック機構は摘みを前方にスライドすることによってロックを解除します。機構、構造的にも単純で堅実にしました。


しかし、強度と構造的な問題で、摘みのレール兼ヒンジフレームの芯となる軸を通すことにしました。


この軸はミニ四駆用の高硬度ステンレス鋼車軸です。めちゃくちゃ硬くて曲がらないです!
この軸によって、応力が加わるヒンジフレーム内の強度向上、摘みのレール、摘みのスプリングガイドの役目を果たしてくれます。

これとは別に、もうひとつロックする部分があるのですが、それは次のシリンダー関連の項目で記載します。
続いて、シリンダー関連の構造についてです。


シリンダーはリボルバーの中心と言っても過言ではないと思います。特にエアガンの場合、シリンダーを基準にバレル、シリンダー(カート)、ガス放出口の3つが上手く噛み合わないと精度、初速、ましてはそもそもの作動に影響してきます。
まずバレルに関してなのですが、各メーカーで以下の機構があります。
マルイはバレルごとスプリングでテンションをかけ、シリンダーと密着させています。
利点として、カートとバレルが密着するので精度が出やすいと思われます。欠点はチャンバーもバレルと一緒に前後に動くので可変ホップ搭載は不可能です。
クラウン、マルシンの場合バレルは固定でシリンダーを接する部分のみ可動しシリンダーに密着させる構造です。利点はバレルが固定のため、可変ホップがつけられます。欠点はバレルとは密着していないので弾道が安定しづらいです。
私は精度を重視するため、MP412 REXではマルイの形式を採用しました。そもそも、カート式のリボルバーの精度に関してはマルイがぶっちぎりですし…
カートに関しては、リアルさと言う面でマルシンの一択でした。マルイはカートが特殊ですし、クラウンはシリンダー内にバレルが必要ですし。
ガス放出ノズルは、マルイとクラウンはトリガーを引くとノズルがシリンダー側にせり出す機構をしています。マルシンは固定で、そもそもカートがノズル放出口と密着する位置でシリンダーが固定されています。
構造が単純で理想的のはマルシン形式。しかし、気密の観点から見るとマルクラ形式の方が明らかに良い。スゴく考えてました。
結果、私の結論は放出ノズルをシリンダーに押し付けるのではなく、シリンダーを放出口に押し付ければ良いのでは、と思いシリンダー全体をスプリングでテンションを駆けガス放出口に押し付けられるようにしました。

これによって、単純な構造でかつ気密をとることが出来ました!
また、この押し付けでラチェットに中心の凸をグリップ側フレームの凹に押し付け、ヒンジフレーム2つ目のロックすることが出来ました。


シリンダーの固定方法ですが、ロックの摘みにこの部分だけで押さえています。摘みを外すとすぐにシリンダーをフレームから取り外せます。

実銃のリボルバーのほとんどはこんな感じでシリンダーを一部分のみで固定しているみたいです。
自動排莢機能についてです。MP412 REX製作4にて少しは解説しましたが、もう一度説明します。
これは、ウェブリーリボルバー等で使われている機構です。
ブレイクオープンさせると、パーツが引っ掛かりエジェクターロッドを押します。

ブレイクオープンさせる角度が大きくなると、パーツ形状によりヒンジ回転軸方向に押し上げられ、引っ掛かる部分が小さくなってきます。

引っ掛かりが外れるとエジェクターロッドのスプリングによりエジェクターが元の位地に勢いよく戻ります。

ちなみに、ブレイクオープン時にパーツを押し込みながらオープンさせると自動排莢機能をキャンセルできます。
あとヒンジ中心の固定ですが、組ねじと言うものを使用しています。


続いて、ハンマートリガー機構できます。
メーカーによってバルブの叩き方が異なります。
マルイはハンマー可動範囲の1/5ほどのバルブを叩く範囲はスプリングテンションがかかっていなく、慣性で叩いていました。

スプリングがかかっている位置はここまで。

ハンマーの可動範囲はこの位置。ハンマーが落ちるとこの位置まで動きバルブを叩き、その後バルブのスプリングとガス圧に押し戻されて上の位置に戻る。
マルシンの場合は全領域でスプリングがかかっていますが、どの位置でも直接ハンマーでバルブを叩けないようになっています。トリガーを引くとハンマーと放出バルブの間にパーツが入り込み、そのパーツをかえしてバルブを叩いていました。
MP412 REXではパーツが少ないマルイ機構を採用しました。
コンバージョンキット時はマルイパイソンの内部のコピーでした。

現行タイプで、全て製作した際もマルイ機構を採用しました。
そして、現行タイプは機関部をユニット化してあります。

ユニット化した理由は、メンテナンスのしやすさと今後他のリボルバーを自作する際に流用できるようにです。
一番の理由はグリップフレームと一体だった場合、機関部の一部が壊れて使えなくなった場合、グリップフレームごと交換になってしまいます。
ちなみに、グリップフレームは左右で1万5千円です。(DMM MJF)

コンバージョンキット時代は結構ハンマーの軸部分が破損したので、フレームと機関部は別にしようと考えました。
機関部の中身です。

ハンマー形状の一部マルイを感じますが、その他は自分で設計しました。極力コイルスプリングを使用したかったので、ハンマースプリング以外は市販のコイルスプリングです。(ハンマースプリングはマルイパイソン)



このユニット外側のスプリングはハンドをエジェクター側に押し付けるものです。基本エアガン、実銃ではトリガーとキックバネでやっているものです。

最後に左右の分割で出力した3Dプリントパーツの接合方法です。
私は切削性の良さとアセトン処理ができるのでABSフィラメントを使っています。
(PLA樹脂の場合はジクロロメタンで処理できます)
バレル、ヒンジフレームの左右分割パーツ接合には同じ1.75mmフィラメントを用いて接合しています。

このように、あらかじめパーツの接合面に1.8mm程度の穴を開けておき、そこにフィラメントを突き刺し突起を作り、パーツを接合しています。



そのままでも、結構テンションがかかっていますが、全て同じABS樹脂のため、アセトンで溶かして強固に接着させています。
今回はこの辺で終わりにします。
1人でも、何か製作の参考になれば幸いです。
では、また!


タグ :MP412 REX,自作
2019年09月01日
MP412 REX 製作6
どーも。MP412 REXをつくってるはんまーです。

結論からいくと、最初の仕様を満たす試作機が出来ました!
順に流れを説明していきます!
まず、鋳造しようとしていたハンマー、トリガー等は金属3Dプリントで出力しました。(もちろん、
DMM)

材質はなんとチタンです…
正直、これは私の希望ではないのですが、依頼するパーツが造形でき、一番安いのがチタンでした。最初はスチールで注文したのですが、3mm以下の造形が不可との事でキャンセルされました。
ものすごく、オーバースペック…(安いと言ってもこれだけで2万弱です)。やはり鋳造しないとかな…。
ともかく、全ての金属パーツが出来上がりました!
続いて、前回始めたガスタンク計画は凍結しました。
理由は、開発意義の薄れと、コストです。
本当のガスタンク開発の目的はマルイリボルバーガスタンクのガス放出力が低く、初速が0.2g弾で55m/sしか出なかったからです。
しかし、従来のアルミからチタンハンマーの交換によるバルブ打撃力の増加と、ガスルートの気密対策を行ったら、初速が10m/s近く上がったため、ガスタンク開発の意義がほぼ消滅しました。あと、やはりマルイパイソンは流通量が多いので、数を揃える事を考えると既存の物を使用した方が良いという結論になりました。
とは、言え面白い企画なのですが裏ではガスタンク開発は進めてあります!
これで、中身は基本できたので、試製1号機をつくっていきます。
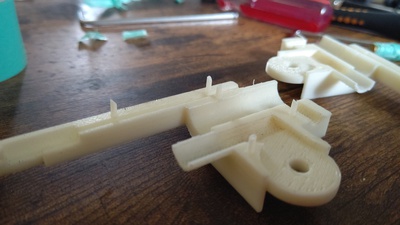
各パーツを3Dプリンターで出力していきます。積層ピッチ0.1mm、密度100%、低速設定で出力しました。

それをアセトンで接着させます。隙間が空いてしまったところには3Dプリントで作られる緑取りを挟み込みアセトンを長し込みます。


パーティングラインを仕上げて、仮組をするとこんな感じです。





ここから、パーツの表面を研磨、アセトン処理をして積層をなるべく平面にしていきます。


脱脂して塗装をします。グリップ部はキャロムのブラックスチールとつや消しクリアを塗りました。バレル、シリンダーはキャロムブラックスチールとキャロムガンブルーで塗装しました。




そして、組立。




なんだかんだ、商品ぽくなったかなw。
まぁ、まだ人様に売れるようなものかは微妙なところ。特に塗装はもっとしっくり来るやつがありそうですね。あと、製造コストが高いかな。
さらに設計的な観点から上げるとすると、シリンダーを回転させるハンドが磨耗しやすく、シリンダーの回転不良が起こるため定期的に交換が必要。3DプリンターのABSで製造しているため、今後金属化するのが好ましいが、その場、シリンダー側のラチェットも金属化しないといけないので悩みどころ。

とりあえず、試製1号機で耐久テストしてみます。
それではまた! (続きます)

結論からいくと、最初の仕様を満たす試作機が出来ました!
順に流れを説明していきます!
まず、鋳造しようとしていたハンマー、トリガー等は金属3Dプリントで出力しました。(もちろん、
DMM)

材質はなんとチタンです…
正直、これは私の希望ではないのですが、依頼するパーツが造形でき、一番安いのがチタンでした。最初はスチールで注文したのですが、3mm以下の造形が不可との事でキャンセルされました。
ものすごく、オーバースペック…(安いと言ってもこれだけで2万弱です)。やはり鋳造しないとかな…。
ともかく、全ての金属パーツが出来上がりました!
続いて、前回始めたガスタンク計画は凍結しました。
理由は、開発意義の薄れと、コストです。
本当のガスタンク開発の目的はマルイリボルバーガスタンクのガス放出力が低く、初速が0.2g弾で55m/sしか出なかったからです。
しかし、従来のアルミからチタンハンマーの交換によるバルブ打撃力の増加と、ガスルートの気密対策を行ったら、初速が10m/s近く上がったため、ガスタンク開発の意義がほぼ消滅しました。あと、やはりマルイパイソンは流通量が多いので、数を揃える事を考えると既存の物を使用した方が良いという結論になりました。
とは、言え面白い企画なのですが裏ではガスタンク開発は進めてあります!
これで、中身は基本できたので、試製1号機をつくっていきます。
各パーツを3Dプリンターで出力していきます。積層ピッチ0.1mm、密度100%、低速設定で出力しました。

それをアセトンで接着させます。隙間が空いてしまったところには3Dプリントで作られる緑取りを挟み込みアセトンを長し込みます。


パーティングラインを仕上げて、仮組をするとこんな感じです。





ここから、パーツの表面を研磨、アセトン処理をして積層をなるべく平面にしていきます。


脱脂して塗装をします。グリップ部はキャロムのブラックスチールとつや消しクリアを塗りました。バレル、シリンダーはキャロムブラックスチールとキャロムガンブルーで塗装しました。




そして、組立。




なんだかんだ、商品ぽくなったかなw。
まぁ、まだ人様に売れるようなものかは微妙なところ。特に塗装はもっとしっくり来るやつがありそうですね。あと、製造コストが高いかな。
さらに設計的な観点から上げるとすると、シリンダーを回転させるハンドが磨耗しやすく、シリンダーの回転不良が起こるため定期的に交換が必要。3DプリンターのABSで製造しているため、今後金属化するのが好ましいが、その場、シリンダー側のラチェットも金属化しないといけないので悩みどころ。

とりあえず、試製1号機で耐久テストしてみます。
それではまた! (続きます)
タグ :MP412 REX,自作